Welcome to Club Cobra! The World's largest
non biased Shelby Cobra related site!
- » Representation from nearly all
Cobra/Daytona/GT40 manufacturers
- » Help from all over the world for your
questions
- » Build logs for you and all members
- » Blogs
- » Image Gallery
- » Many thousands of members and nearly 1
million posts!
YES! I want to register an account for free right now!
p.s.: For registered members this ad will NOT show
 
 Main Menu
Main Menu
|
|
Nevada Classics
|
|
Advertise at CC
|
|
December 2024
|
| S |
M |
T |
W |
T |
F |
S |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 8 |
9 |
10 |
11 |
12 |
13 |
14 |
| 15 |
16 |
17 |
18 |
19 |
20 |
21 |
| 22 |
23 |
24 |
25 |
26 |
27 |
28 |
| 29 |
30 |
31 |
|
|
|
|
|
|
CC Advertisers
|
|

01-27-2011, 10:33 AM
|
 |
CC Member

|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|

 Not Ranked
Not Ranked
Quote:
Originally Posted by IndyCobra

I'm wondering if your house is CNC machined out of a solid block of billet aluminum?
You guys do fantastic work. Man, what I could think of building with those tools and skills.
|
Thanks for the kind words!
We have the same thoughts around here. There are always a lot of interesting ideas running around.
David
 |
-
Advertising

01-27-2011, 10:45 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked

Quote:
Originally Posted by ItBites
David,
Not sure what temper you are using, but typically in a billet that thick, the center does not have the same temper as the outer couple of inches (can be gummy to machine too). When I have made big parts from a solid billet, I usually machine to near-net shape (the part moves after this due to removing internally stressed material), then re-heat-treat (it walks a little more during the re-heat treat). Then come back for the finish machining to final dimension, after all the stresses are stable again. This is normally followed and required practice for aerospace structures, but maybe not for this application?
Having seen you are an Engineer, I assume you have considered this. Was wondering what your plan was.
|
You bring up really good, valid points. We haven't gone through all the discussion (yet) of why we did what we did. That will come a bit later. One of the things we did to mitigate the difference in hardness from inside to outside is to remove the entire bottom end of the motor (where the main caps are) and make that in a separate piece. (All the main caps are made from a single piece).
As for machining the part close to net and re-heat treating--yes, that certainly is a great option and, as you say, it is done on many aerospace parts. I don't think we will need to do that here--but we will see. In a car we have the luxury of pulling off to the side of the road and enduring the laughs of the Corvette guys as we pull over on the side of the road. It is a bit more difficult to pull over in an air plane when something goes wrong 
We are very careful in our machining practices to remove most of the material around the block to let it stress relieve as we machine it. We also do not take heavy cuts as even heavy cuts can induce unwanted stresses into the part. After we get close we do a pre-final machine where we still leave material on the block. Then, finally, we do a small, overall, finish pass.
We will discuss more of our plan on this in the upcoming days. Right now we are buried with Darren's Flip Top project.
David
ps. I am not an engineer. I left BYU with one class left to go (as a Spanish Major with a Manufacturing Engineering Technology minor--on my way to med school to complicate matters further). My last semester I heard about this MiG factory in Poland that was looking for work...
Last edited by David Kirkham; 01-27-2011 at 10:47 AM..
|
01-27-2011, 10:47 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by Don
Continuation of the KMU 101 curriculum , leading to the 201 & advanced 301 courses.
Logo for KMU is ? Will there be polo shirts & baseball caps ?
|
Logo...yes, I will work on that. My wife made the KK logo. I'll ask her to make a KU logo as well. She is busy with our Annual Open House right now, however. I really do enjoy posting these videos.
David
|
01-27-2011, 10:51 AM
|
 |
Full Blown Member
|

|
|
Join Date: Sep 2008
Cobra Make, Engine: KMP 427 S/C, Twin Paxton 511 FE
Posts: 2,594
|
|
Not Ranked
How long before you machine a body shell from billet? 
Sort of like that comic where a guy whittles a toothpick out of a log. 
You guys do incredible work.
__________________
rodneym
|
01-27-2011, 11:07 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by rodneym
How long before you machine a body shell from billet?
Sort of like that comic where a guy whittles a toothpick out of a log.
You guys do incredible work. |
Thanks for the kind words.
We are in the process of making super plastic forming dies for the Coupe right now. I'll post that process as we go along at KU.
David
|
01-27-2011, 04:10 PM
|
 |
Club Cobra Member
|
|
|
Join Date: Mar 2001
Location: Southern,
NJ
Cobra Make, Engine: CSX4300, C5AE-H, Toploader
Posts: 695
|
|
Not Ranked
David since you mentioned buiding a gym in your shop I could not help but wonder. I can imagine you looking at your gym equiptment and thinking how you would have built it. Just curious if that thought passed through your mind....
|
01-27-2011, 04:53 PM
|
 |
CC Member
|
|
|
Join Date: Oct 2003
Location: Queen Creek,
AZ
Cobra Make, Engine: Midstates, Vette suspension, Baer 6P brakes, 540 cid Chevy, Haltech Fuel Injection
Posts: 906
|
|
Not Ranked
David,
I thought you were the Engineer... Musta been Tom?
If you're not gonna re-heat treat, two things:
1. Your strength, especilly yield strength will be low in the center of the billet. Period. Further, your hardness will be down as well. These may not be any issue if you have put the thickness in the right places. Any aluminum billet above a T-4 condition and thicker than 6" suffers from property degradation in the center. Billets 12" thick can be real bad in the center, but depends on your source a little bit.
2. Your block will warp when you unclamp it from the CNC bed, even taking small amounts of material per pass (unless you unbolt it to allow relief between passes). You can mitigate some of this by unbolting from the CNC bed after each or a couple of passes and re-truing you datum (or even shimming your datum). To properly do this you need to index off of other important features (bore centerlines, crank centerline, and cam centerline...) and measure the block again in the 'free' state. Determine the average of how things moved and adjust your datum accordingly. I have done this, but it is very tedious to do right, and at the end, you still have, at best, an average of tolerances and dimensions.
Not knocking what you're doing (trust me, I am not, I see that you guys do some very cool stuff). Just hoping to share some advice from someone who has been there and also interested in learning, if y'all have found a way to do what you're attempting, without dimensional walk. I could use that mojo!
__________________
E. Wood
ItBites
10.69 @ 129.83mph - on pump gas and street tires
|
01-27-2011, 05:11 PM
|
 |
CC Member
|
|
|
Join Date: Jan 2002
Location: Santa Rosa Valley,
CA
Cobra Make, Engine: Kirkham KMP500 LeMans- Roush 451 Shelby block; KMP Flip-top with cammer: KMP 289 Bronze under construction.
Posts: 285
|
|
Not Ranked
David, I'm wondering if you can recommend a good layman's introduction to metallurgy. I'm not looking for something to prepare me for a career change or anything; I just want to be able to "speak the language" and understand what the heck people are talking about when they refer to various metallurgical processes. I have a decent background in chemistry and medicine and should be a quick study. Thanks, Darren...
|
01-27-2011, 09:19 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by Sal Gerace
David since you mentioned buiding a gym in your shop I could not help but wonder. I can imagine you looking at your gym equiptment and thinking how you would have built it. Just curious if that thought passed through your mind....
|
We are working on some new equipment right now. There is a piece of equipment we want and we can't find it. So, we'll make it. We have made a few billet parts up in the gym already.
We are just a bit tied up right now with another little project to make the other piece we need
David
|
01-27-2011, 09:35 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by ItBites
David,
I thought you were the Engineer... Musta been Tom?
|
Thomas is a mechanical engineer. What I lack in paper I have worked to make up with books and experience.
Quote:
Originally Posted by ItBites
David,
If you're not gonna re-heat treat, two things:
1. Your strength, especilly yield strength will be low in the center of the billet. Period. Further, your hardness will be down as well. These may not be any issue if you have put the thickness in the right places. Any aluminum billet above a T-4 condition and thicker than 6" suffers from property degradation in the center. Billets 12" thick can be real bad in the center, but depends on your source a little bit.
|
Indeed the center will be somewhat softer than the outside. Our billet just over 9 inches thick. We cut the entire bottom end off the motor to minimize the softness in the center. Also, we are using an Aerospace forging house with extensive experience with large billets. We spoke with their engineers quite a bit aobut it.
Quote:
Originally Posted by ItBites
David,
2. Your block will warp when you unclamp it from the CNC bed, even taking small amounts of material per pass (unless you unbolt it to allow relief between passes). You can mitigate some of this by unbolting from the CNC bed after each or a couple of passes and re-truing you datum (or even shimming your datum). To properly do this you need to index off of other important features (bore centerlines, crank centerline, and cam centerline...) and measure the block again in the 'free' state. Determine the average of how things moved and adjust your datum accordingly. I have done this, but it is very tedious to do right, and at the end, you still have, at best, an average of tolerances and dimensions.
|
We are certainly aware of stress relieving and the associated problems of dimensional creep. That is why we are holding on to one end of the block to do the machining. The other end is free to move around as the A axis unclamps and repositions. (The pillow block unclamps with A axis movements and re-clamps before machining to keep the system rigid.) Each time the pillow block unclamps, the block can move.

Quote:
Originally Posted by ItBites
David,
Not knocking what you're doing (trust me, I am not, I see that you guys do some very cool stuff). Just hoping to share some advice from someone who has been there and also interested in learning, if y'all have found a way to do what you're attempting, without dimensional walk. I could use that mojo!
|
Thank you so much for your advice. We certianly don't have all the answers and are always willing to learn from anyone else who can help. Time will tell. We will see how it turns out in the end. If we didn't try, we wouldn't know. "What's the worst that can happen? We learn something." Bob Ross.
David
|
01-27-2011, 09:40 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by N2VENOM
David, I'm wondering if you can recommend a good layman's introduction to metallurgy. I'm not looking for something to prepare me for a career change or anything; I just want to be able to "speak the language" and understand what the heck people are talking about when they refer to various metallurgical processes. I have a decent background in chemistry and medicine and should be a quick study. Thanks, Darren...
|
Carroll Smith's Engineer to Win (along with the rest of his books). I have read all of his books probably 10 times. As for a quick study...it is an extensive field with thousands and thousands of alloys and processes. I was very fortunate to have many customers in F1, Aerospace, and other very advanced fields, freely share their knowledge with us. I am happy to answer any questions you may have. I am sure there are others on the board who are very bright who are happy to help.
David
|
01-28-2011, 12:10 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
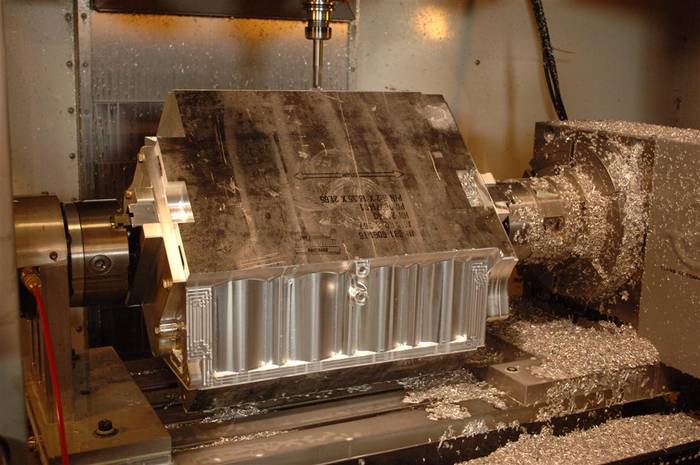
Today we are working on the sides of the block with the motor mounts. One side done.
Last edited by David Kirkham; 01-28-2011 at 12:17 PM..
|
01-28-2011, 12:17 PM
|
 |
Senior Club Cobra Member
|
|
|
Join Date: Feb 2007
Cobra Make, Engine: KMP 539, a Ton of Aluminum
Posts: 9,591
|
|
Not Ranked
That's a really nice billet aluminum dog house. What would one of them cost a consumer? |
01-28-2011, 12:17 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
|
01-28-2011, 12:19 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by RodKnock
That's a really nice billet aluminum dog house. What would one of them cost a consumer? |
We haven't figured out pricing yet. But I imagine they will be competitive. We will finalize pricing by the Annual Open House.
David
|
01-31-2011, 04:30 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
There are quite a few long reaches in the engine block that need special tools. We didn't want to wait for custom tools to be made...so, we made our own. Here we are relieving a 1/2" carbide end mill. We relieve (cut down) the shank of the end mill so it doesn't drag on the walls as the cutter goes deeper into the part. We are grinding the end mill with a CBN (Cubic Boron Nitride) grinding stone.

Last edited by David Kirkham; 01-31-2011 at 04:32 PM..
|
01-31-2011, 04:32 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Working on the lifter valley.
 |
01-31-2011, 05:26 PM
|
|
CC Member
|
|
|
Join Date: Jan 2002
Location: Santa Rosa Valley,
CA
Cobra Make, Engine: Kirkham KMP500 LeMans- Roush 451 Shelby block; KMP Flip-top with cammer: KMP 289 Bronze under construction.
Posts: 285
|
|
Not Ranked
Quote:
Originally Posted by David Kirkham
Carroll Smith's Engineer to Win (along with the rest of his books). I have read all of his books probably 10 times. As for a quick study...it is an extensive field with thousands and thousands of alloys and processes. I was very fortunate to have many customers in F1, Aerospace, and other very advanced fields, freely share their knowledge with us. I am happy to answer any questions you may have. I am sure there are others on the board who are very bright who are happy to help.
David
|
David, Thanks for the referral. I ordered it today. I guess I will need to start another project after the flip-top so the Kirkham engine will have a home. |
01-31-2011, 05:55 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Drilling the lifter bores.
 |
01-31-2011, 05:57 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Machining out the valley.
 |
 Posting Rules
Posting Rules
|
You may not post new threads
You may not post replies
You may not post attachments
You may not edit your posts
HTML code is Off
|
|
|
All times are GMT -7. The time now is 07:16 AM.
|
|


















 Linear Mode
Linear Mode


