Welcome to Club Cobra! The World's largest
non biased Shelby Cobra related site!
- » Representation from nearly all
Cobra/Daytona/GT40 manufacturers
- » Help from all over the world for your
questions
- » Build logs for you and all members
- » Blogs
- » Image Gallery
- » Many thousands of members and nearly 1
million posts!
YES! I want to register an account for free right now!
p.s.: For registered members this ad will NOT show
 
 Main Menu
Main Menu
|
|
Nevada Classics
|
|
Advertise at CC
|
|
March 2025
|
| S |
M |
T |
W |
T |
F |
S |
| |
|
|
|
|
|
1 |
| 2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 9 |
10 |
11 |
12 |
13 |
14 |
15 |
| 16 |
17 |
18 |
19 |
20 |
21 |
22 |
| 23 |
24 |
25 |
26 |
27 |
28 |
29 |
| 30 |
31 |
|
|
|
|
|
|
|
CC Advertisers
|
|
 2Likes 2Likes

07-06-2008, 10:14 PM
|
 |
CC Member

|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|

 Not Ranked
Not Ranked
Side view. As the collet is drawn back into the tube, the taper is what is what clamps down on the tube.
 |
-
Advertising

07-06-2008, 10:16 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
But a collet won't clamp unless you cut it apart...so all my nice work goes to the band saw.
In order for the collet to collapse, you have to cut your nice part you just made into pieces! But, as it is round, there is no way to hold it to cut it in the saw. So, I welded it to a square tube to hold it firmly in the saw for cutting. I welded it on the outer edge, where weld distortion won't affect the precision work of the inner OD and tapered surfaces.
 |
07-06-2008, 10:18 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
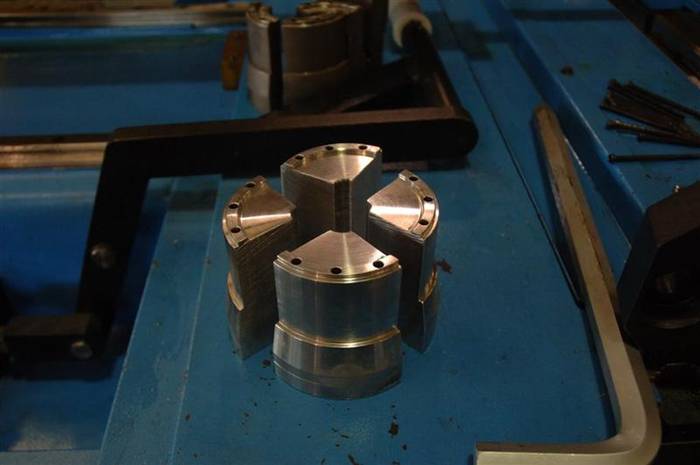
The collet is actually 4 pieces. So, I had to tack weld it back together after I cut it in 1/2 and then rotate it 90 degrees to cut it again. I made a little tubular fixture to hold everything together while I cut it. The space that the saw blade removes allows for the collet to collapse onto the tube and clamp it tightly.
 |
07-06-2008, 10:19 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is all my nice work in 4 pieces. 
 |
07-06-2008, 10:21 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is all my nice work deburred and post heat treat! Now it is hard and ready for use. 
I really like the bronze color the stainless takes after heat treat.
We will start bending tubes this week!
Hopefully all our engineering worked!
 |
07-06-2008, 10:24 PM
|
 |
CC Member
|
|
|
Join Date: Dec 2001
Location: San Diego,
CA
Cobra Make, Engine:
Posts: 2,979
|
|
Not Ranked
By the time you are done you will have more money in tooling than the car itself. 
Can't wait to see the final results and performance numbers.
__________________
Remember, It's never too early to start beefing up your obituary.
|
07-06-2008, 11:05 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Quote:
Originally Posted by xlr8or

By the time you are done you will have more money in tooling than the car itself.
Can't wait to see the final results and performance numbers. |
We took a different approach on this car. We had to. With all the holes that had to line up, we had to do everything in CAD. Sometimes you just have to do what you have to do.
I can't wait to see the performance either. Just from preliminary tests, it feels much stiffer.
David
|
07-07-2008, 09:08 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
This is a picture of the pressure die assist die we had to make (the big one on the left). The smaller one is the clamp die. The dies for the big CNC tube bender machine we have are really big and so these dies are really heavy if made from steel--not to mention all of that die material is very expensive and hard to machine. Because there is so little pressure when bending a 3/4 tube, we don't need all of that expensive steel in there. The weight makes everything harder to work with as well.

Last edited by David Kirkham; 07-07-2008 at 09:14 AM..
|
07-07-2008, 09:58 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here you can see how we "pin and dowel" the tools together so they are perfectly aligned. We machine the "dowel" right into the steel part because the raised boss of the dowel is very delicate and can be damaged easily. In this tooling stainless, it is extremely durable.
 |
07-07-2008, 10:40 AM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
This is a close up of the back side of the clamp die. Even though the picture sucks, there is a hole bored into the aluminum block to accept and locate the steel clamp block.
 |
07-07-2008, 12:19 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
These are the backing blocks for the dies. There is no reason to make them from hardened steel as there is little pressure on them when you are only bending 3/4 tubing. Besides, they are heavy and hard to deal with when they are made out of solid steel. If I were going to bend a million tubes, I'd make them out of hard steel.
Incidentally, this is what they call "hard" and "soft" tooling. Soft tooling is easier to make and costs less, but doesn't last as long. "Hard" and "soft" is an industry standard term.
 |
07-07-2008, 12:54 PM
|
|
CC Member
|
|
|
Join Date: Feb 2008
Cobra Make, Engine:
Posts: 91
|
|
Not Ranked
 Tubing bender envy.
Tubing bender envy.
You'll notice the 17mm socket welded to the threaded rod, for no slip action. And the duct tape on the threads of the gas pipe handle, for maximum protection of the operator.
 |
07-07-2008, 01:03 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Hoofa,
I sure wish I would have had thought of that years ago in Poland! It sure would have helped. Sometimes the simplest ideas are the best.
Here is a picture of Joe. He is in charge of keeping the place going while I am buried on this car.
 |
07-07-2008, 01:14 PM
|
|
CC Member
|
|
|
Join Date: Feb 2008
Cobra Make, Engine:
Posts: 91
|
|
Not Ranked
Joe is pretty cute, but lets stick to cars n tools. I see my tube is out, What does Joe think of it?
|
07-07-2008, 01:26 PM
|
 |
CC Member
|
|
|
Join Date: May 2007
Location: Stoke on Trent (Potteries),
UK
Cobra Make, Engine: DB427SC. 289FIA. COUPE. Round tube, Aluminium body, 427FE
Posts: 93
|
|
Not Ranked
Quote:
Originally Posted by David Kirkham
Here is a picture of Joe.
|
He sounds much taller on the telefone.  |
07-07-2008, 01:31 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
We fiddle with the tube all the time. Notice it is right out there to keep an eye on it. When we finish with this car we will get back to other fun things.
David
|
07-07-2008, 01:34 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here we are lining up the variable radius rollers. All these tools have to be held in square in place in all 3 dimensions...it can get quite tedious. If they are not lined up, the bending machine is so powerful it will simply crush the tube at worst, and leave a nasty line in it at best. Nasty lines are horrible stress raisers.
Notice the collet I made last week in place and doing its job of holding the tube in place. It also orients the tube if we need it to.
 |
07-07-2008, 01:56 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Lining things up and making sure everything is just right.
 |
07-07-2008, 02:07 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is a close up of the collet I made last week. Now you can see better what it does. It holds the tube in place, indexes the tube, pushes the tube into the die, and pushes the tube through the 3 roll bender to make variable arcs--all depending upon what you want to do.
 |
07-07-2008, 02:27 PM
|
|
CC Member
|
|
|
Join Date: Feb 2008
Cobra Make, Engine:
Posts: 91
|
|
Not Ranked
That's cool, Looks like the big wheel is powered too? How much more work after Solidworks till finished piece? I had to make a giant DNA Helix a few years ago, I wish I knew such a machine existed. How about some video???
|
 Posting Rules
Posting Rules
|
You may not post new threads
You may not post replies
You may not post attachments
You may not edit your posts
HTML code is Off
|
|
|
All times are GMT -7. The time now is 12:42 PM.
|
|

















 Linear Mode
Linear Mode


