Welcome to Club Cobra! The World's largest
non biased Shelby Cobra related site!
- » Representation from nearly all
Cobra/Daytona/GT40 manufacturers
- » Help from all over the world for your
questions
- » Build logs for you and all members
- » Blogs
- » Image Gallery
- » Many thousands of members and nearly 1
million posts!
YES! I want to register an account for free right now!
p.s.: For registered members this ad will NOT show
 
 Main Menu
Main Menu
|
|
Nevada Classics
|
|
Advertise at CC
|
|
April 2025
|
| S |
M |
T |
W |
T |
F |
S |
| |
|
1 |
2 |
3 |
4 |
5 |
| 6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 13 |
14 |
15 |
16 |
17 |
18 |
19 |
| 20 |
21 |
22 |
23 |
24 |
25 |
26 |
| 27 |
28 |
29 |
30 |
|
|
|
|
|
CC Advertisers
|
|
 2Likes 2Likes

06-16-2008, 02:37 PM
|
 |
CC Member

|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|

 Not Ranked
Not Ranked
Gents,
And now for the push to have this baby driving by Thursday (our track day)! 
David
 |
-
Advertising

06-16-2008, 02:53 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked

We were thrown a HUGE curve ball this past week. We have a CNC tube bender and we needed some 3/4 tooling to make the body tubes for our ride. The supplier kept putting us off and putting us off and putting us off... Finally, I told Sandwich to tell the guy either it showed up this week or we were going to make it ourselves. He laughed and said it was too complicated for us to make and that it would take us way longer than the 5 extra weeks he was quoting us...

Telling me I can't do something is a "no-no" around here. Waiting on this car is NOT an option.
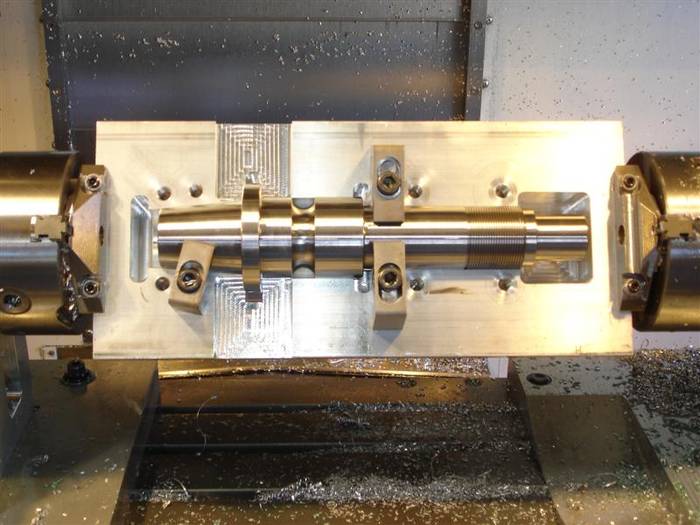
Truthfully, the part is pretty hard as the tolerances are very tight. To complicate matters further, 17-4 SHRINKS in heat treat, so you have to make the part over sized on the bearing surfaces and then "guess (educated guess from our long experience with 17-4). Sandwich was busy so it fell to me to baby sit the part. It took 3 passes to hit the tolerance. As you can imagine, it makes you sweat when you are moving the lathe wear offsets by 0.0005" at a time to make sure you hit it just right.
The bending tool posed a particular problem as the radius we needed is actually smaller than the axle shaft the bending dies normally sit on. Solution? Cut the die groove right into the axle!
Everyone told us we couldn't do it (I hate it when people say that; I even told my guys in Poland I was going to fire the next worker who told me "niemozliwe" (not possible).
So, here is is the tool, 3 DAYS later. Engineered, lathed, milled, ready for heat treat. 
 |
06-16-2008, 02:57 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
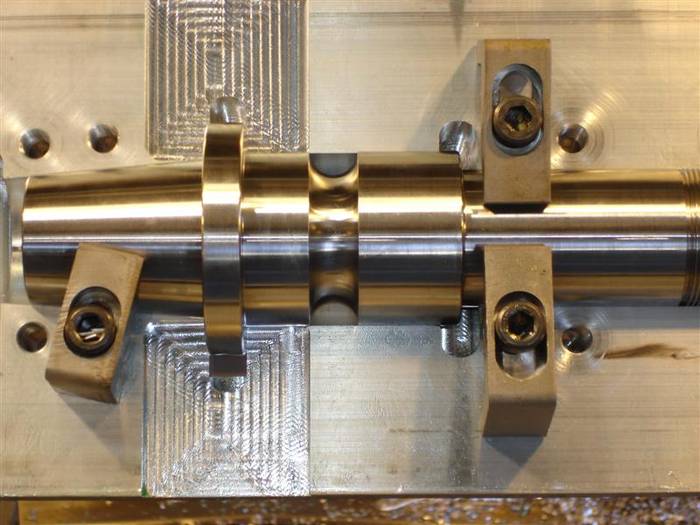
The part was a real pain as we had to mill in a flat spot to keep the incoming tube straight as it is being bent. The flat spot is critically positioned tangent to the radius of the groove. If you miss, you put ugly "bite" marks in the tube and we don't like ugly!
So, Sandwich milled an exact female of the tool to hold it exactly in place. That way, there is NO way X Y Z or A can move.
 |
06-16-2008, 02:58 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is the part with the milled out area and the insert installed--perfect fit--no tool marks from this baby!
 |
06-16-2008, 03:00 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
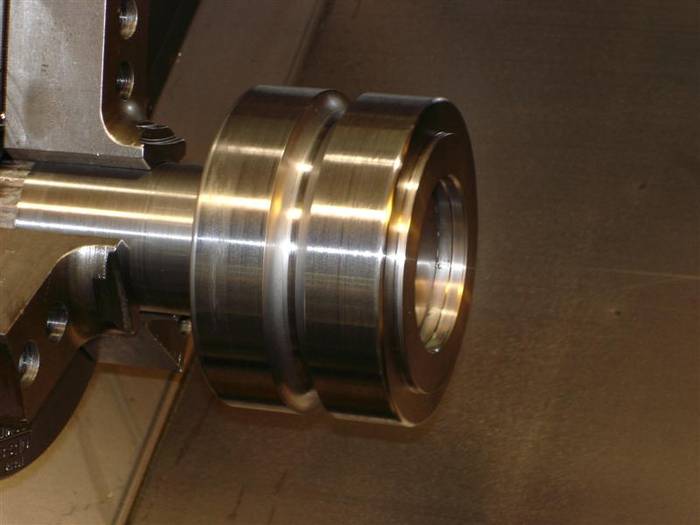
Here is the die that actually goes on top of the axle I just showed you. This die is for the "roll bending" or "push bending" of the 3/4 body tubes. Roll bending is really cool. If you have never seen it, you will not believe it. When we get it up and running, I will post a YouTube of it. We made this out of 4340 and man is it a pig to machine.
 |
06-16-2008, 03:04 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is another shot of one of our lathes. It is a pretty big HL-30. We can spin around 30 inches on it I think--never had a reason to try something that big, however. We use big lathes because you have to have the power to hog on the nasty materials we use like 4340 and 17-4 stainless. It is a 30 horsepower lathe. For reference, home lathes are 1-5 hp. Most manual lathes in machine shops are 2-5 hp. Of course, there are lathes out there to turn battle ship barrels...who knows how many hp they have!
 |
06-16-2008, 03:07 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
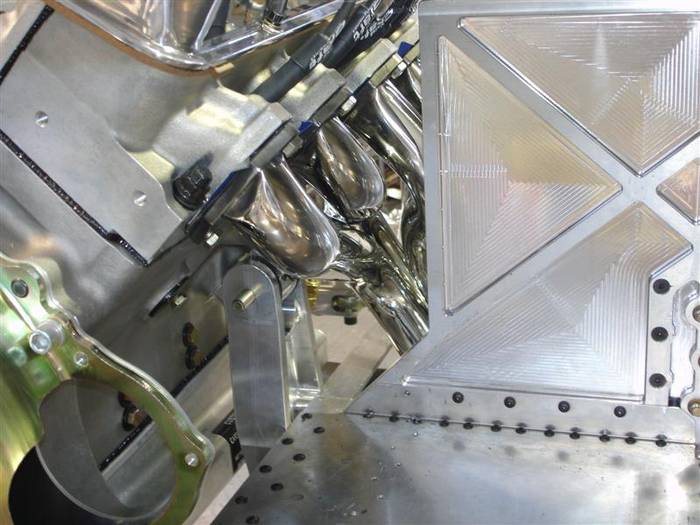
Last week we started the exhaust nightmare. The customer wants under-car exhaust and there is NO ROOM in the inn. We had to pull out every trick in the book. Here you can see #4 is still being trial fitted to the head. You can still see a gap in fitting of the flange to the tube. FE heads have a really dumb (hey, they didn't know any better back then) rectangular exhaust port. It makes putting round tubes in square holes really fun! Incidentally, that is one of the HUGE reasons why FE headers are so expensive.

Last edited by David Kirkham; 06-16-2008 at 03:09 PM..
|
06-16-2008, 03:11 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here you can sort of see the difficulty we were faced with in the space department. You are looking through the passenger's foot box.
 |
06-16-2008, 03:13 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is another shot of the exhaust.
 |
06-16-2008, 03:15 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
|
06-16-2008, 03:17 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
This is a pic of the collector we are going to use. As you can see, the exhaust is made completely from 304 stainless. It really polishes up quite nicely.
 |
06-16-2008, 03:19 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is a shot of the inside of the collector. Notice the nice pyramid cone where all the 4 tubes come and blend together perfectly. I have seen many a manufacturer simply put in a HUGE GLOB of weld to fill in this space to seal up the collector!  But, it is NOT the worst thing I have seen (see below for that wonderful description).

Last edited by David Kirkham; 06-16-2008 at 03:30 PM..
|
06-16-2008, 03:26 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is the shot I really like. You would not BELIEVE the TRASH I have seen in exhaust systems over the years. My favorite of all time is an exhaust system (manufacturer un-named) where the manufacturer welded a flange on a 2 inch exhaust pipe to bolt to the 4 in 1 collector. When the 2 inch pipe was bolted to the 4 inch collector, it lined up DIRECTLY IN CENTER of a 4 in 1 collector The poor 2 inch tube (too small already) got MAYBE 1/2 of the exhaust it was supposed to. The back pressure on that engine must have been higher than the shop guys after a burrito run to Taco Bell.
The sad thing is some people simply don't know what they are buying. They buy on price alone...and they usually get what they pay for.

Last edited by David Kirkham; 06-16-2008 at 09:05 PM..
|
06-16-2008, 03:27 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is a shot of the inside of the collector. Notice it is completely sanded to remove any burrs or boogers for really nice flow.
Can you imagine anyone lining up a 2 inch collector in the MIDDLE of this  Remember, EACH of those tubes in the 4 into 1 collector are 2 inches in diameter! There is simply NO exhaust coming out of the middle of the collector. I can't believe anyone could even sell that with a straight face.
You would not believe the things we have seen.

Last edited by David Kirkham; 06-16-2008 at 03:40 PM..
|
06-16-2008, 03:32 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
|
06-16-2008, 03:34 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here you can see the head tubes after polish on the head fixture. They will turn a really beautiful bluish color on start up. The collector and exhaust will then turn a really stunning golden color farther down the tube.
The head tube kick to the left (in the picture) to get around the foot box.
 |
06-16-2008, 03:35 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here is the master tube bender, tool maker, and all around cool dude...Sandwich. Don't ever tell him he can't do something! Here he is testing out our really nasty 2D 2 inch bend tooling. The radius is really, really tight. It is the only radius that will work for our head tubes.

Last edited by David Kirkham; 06-16-2008 at 03:38 PM..
|
06-16-2008, 03:49 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
|
06-16-2008, 03:52 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
A little earlier, someone asked about Kirkham testing. We do testing all the time--usually to destruction
Here was one of my dumber ideas. We were going to make the threads on the hub out of aluminum to save weight on the hub. ") (It is a LONG story, for another thread)
Anyway, no one thought it would hold and so we set up a test. I lathed an aluminum hub and screwed a wing-nut on it. We then tried to break it off in the press. Notice the I beams are bending

Last edited by David Kirkham; 06-16-2008 at 03:58 PM..
|
06-16-2008, 03:55 PM
|
|
CC Member
|
|
|
Join Date: Mar 2001
Location: Provo,
Ut
Cobra Make, Engine: Kirkham, 427
Posts: 6,990
|
|
Not Ranked
Here you can see the gauge reads 24 tons! Threads always amaze me with the amount of weight they can hold. Remember, the hub is hollow.
Anyway, I "Deep-Sixed" the idea after Thomas asked me how I was going to keep people from dinging the threads when they took the wheels off and on! 
Ahhh, another "brilliant" idea on the ash heap of BAD ideas.

Last edited by David Kirkham; 06-16-2008 at 04:00 PM..
|
 Posting Rules
Posting Rules
|
You may not post new threads
You may not post replies
You may not post attachments
You may not edit your posts
HTML code is Off
|
|
|
All times are GMT -7. The time now is 08:17 AM.
|
|




















 Linear Mode
Linear Mode


